
Drug Substance Sustainability
At Hovione, sustainability is embedded into every stage. Guided by sustainability-by-design and over 20 years of Green Chemistry expertise, we deliver cleaner, smarter, and more efficient solutions - helping you reduce environmental impact, meet regulatory expectations, and improve process performance.
Recognizing that sustainability is a fundamental industry need, Hovione is constantly seeking novel approaches to deliver the best solutions. From R&D to GMP manufacturing, we are implementing new technologies to benefit our customers’ projects.
Ecolabeling
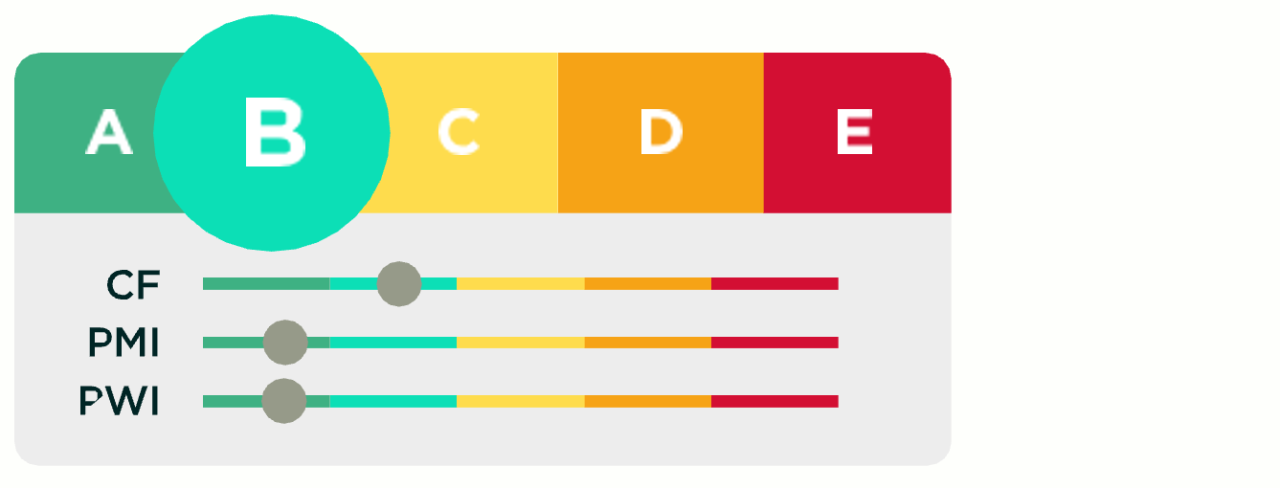
A simple and unifying language is essential to ensure all stakeholders discuss process sustainability on common ground. Ecolabeling serves this purpose by evaluating sustainability through combined metrics such as carbon footprint, process mass intensity, and process water intensity, translating them into an easy‑to‑understand A‑to‑E scale. This approach supports scientists in developing more sustainable processes and in tracking progress throughout development—helping customers make informed decisions, meet sustainability goals, and reduce the environmental impact of their products.
Chemistry in Water
Most approved medicines are manufactured using large volumes of organic solvents, driving a significant carbon footprint per kilogram of product. Chemistry in water—enabled by micellar systems—offers a transformative, sustainability-by-design alternative. It allows organic reactions to run in water under milder conditions, reducing energy use, catalyst load, and waste. Micellar chemistry supports a broad range of transformations, including Pd-catalyzed cross couplings, while improving selectivity and reactivity.
The result is a more efficient, cost-effective, and environmentally responsible process for customers seeking to reduce their footprint without compromising performance.
Flow Chemistry
The adoption of continuous manufacturing technologies such as flow chemistry and other intensified unit operations enables safer, more efficient processes with a positive impact on carbon footprint. Flow chemistry offers more selective pathways, higher yields, and inherently safer conditions, while Hovione’s fully automated, multipurpose modular Kilo Lab accelerates reaction optimization and scale-up. This ensures safe handling of high-potency and energetic chemistries, and enables true continuous manufacturing, including seamless coupling to spray drying isolation for an integrated end-to-end process.
ARTICLE:
- Chemistry in water: avoiding organic solvents for sustainable organic synthesis, Carlos Alvarez and João Sardinha showcase the use of micellar chemistry in APIs
Contact us to learn how our experts can support your development journey with sustainability-by-design.